
Process

A tack coat (sometimes referred to as a bond coat) is a thin coating of bituminous liquid asphalt sprayed between an existing asphalt pavement surface and a hot-mix overlay. The purpose of the tack coat is to adhere the pavement layers together so they act as a single unit and not as independent layers.
The process of applying tack coat is as follows:
- First, the base surface is prepared by a thorough brooming. Sometimes, an older layer of asphalt may be removed by milling, which can create a significant amount of debris. It is important that the base surface is clean and dry before beginning the tack coat application process.
- After cleaning, an asphalt distributor sprays a thin coat of bituminous liquid. It is critical that the correct rate of tack coat is applied and that it is uniformly applied across the entire base surface. Care must be taken to ensure that the distributor bar is set at the appropriate height to develop proper spray overlap and that the spray bar nozzles are identical, the correct size, and at the proper angle. If the tack coat material is an emulsion, it should have time to break before the hot mix is applied. Inadequate bonding between the layers will greatly reduce pavement life. Some of the distresses created by improper bonding include shoving, fatigue cracking, rutting, and longitudinal wheel path cracking.
- Finally, hot-mix is applied over the tack coat to set the whole mixture in place.
Variations
Equipment Variations

Hand Spraying is generally not recommended and should be minimized whenever possible. For a tack coat to have the maximum benefit, it should be applied uniformly to the base surface. An asphalt distributor with a computer-controlled application rate can consistently apply the tack coat correctly.
It is difficult for even an experienced operator to get similar results with hand application. Hand spraying typically results in insufficient material in some areas and too much in others. However, it is far better to have a hand-sprayed tack coat than none at all, so if hand spraying is the only option, care must be taken to apply it as uniformly as possible.
TACK COAT SPRAY PAVER:
One of the key issues with traditional tack coats is construction equipment driving in the material before the hot-mix is placed. One solution to the problem is to use a spray paver.
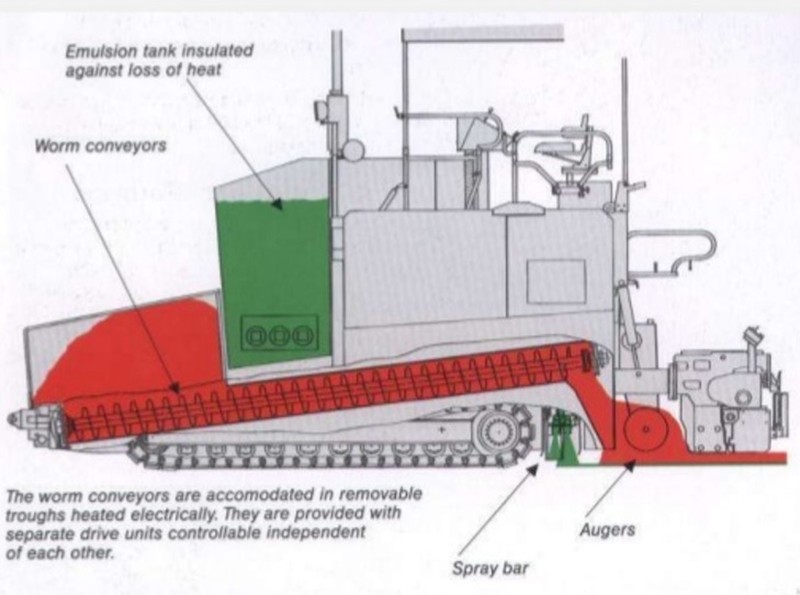
A spray paver combines the asphalt distributor with the hot-mix laydown machine. The spray paver has a tack coat tank located on the paver and a spray bar immediately before the hot-mix screed. The advantage is no equipment can drive in the tack coat before the hot-mix is placed.
Additionally, because the tack coat does not have to be designed to contend with construction traffic, it can be engineered for superior adhesive strength. The emulsion is designed specifically for spray pavers and may be referred to as PMAE, polymer-modified asphalt emulsions.

Material Variations
CSS & SS Emulsions:
By far, the most common tack coat asphalt emulsions are SS-1, SS-1h, CSS-1, and CSS-1h. These are slow setting emulsions and are popular because they are forgiving and easy to use.
RS and CRS Emulsions:
The "RS" in the name designates this as a rapid-setting emulsion. RS and CRS are designed to break faster than CSS & SS emulsions. The variants typically seen are RS-1, RS-2, CRS-1, and CRS-2.
PMAE Emulsions
PMAE stands for Polymer-modified asphalt emulsions. PMAE emulsions are typically used with spray pavers. The emulsion has a high bond strength, so it is very difficult to use without the spray paver technology.
Cutbacks
A cutback is a combination of a base asphalt and a cutter stock that dilutes the asphalt so it can be used as a construction material. Cutbacks are still used as tack coats in some circumstances and some locations. They will work in conditions that might not suit standard emulsions, like poor weather. Cutbacks are more expensive per gallon than emulsions and have some environmental disadvantages. Some states do not allow the use of cutbacks. Some research has shown that cutbacks achieve a lower bond strength than other materials.
Hot Applied Asphalts
Hot applied asphalts can be used and sprayed as a tack coat. The material will need to be heated to 275°F to 325°F or 135°C to 163°C. This material can work very well as a binder. It will be more expensive than asphalt emulsions and spraying hot asphalt has some safety disadvantages.
Using storage tanks and distributors that have previously contained emulsions creates a potentially dangerous situation when converting over to hot applied asphalt products. The transition should only be handled by experienced operators.

Non-Tracking Tack Coats:
One of the key issues with traditional tack coats is that hot mix supply trucks, the paver itself, and other vehicles drive in the tack coat before the hot mix is placed. The tack coat material can be partially removed or damaged by tires or tracks and adjoining surfaces can be marked with tack coat material when driven on by construction equipment.
In 2009, a new emulsion product entered the market that was designed to break much faster than traditional emulsions. The purpose was to keep the tack coat in its place, bonding the pavement layers and not tracking on adjoining pavement surfaces. The emulsion was specifically designed to be more resistant to construction traffic.
Recently, a number of competing products with similar designs have entered the market. Non-tracking tack coats tend to be more expensive than regular tack coat emulsions. The nomenclature for designation of non-tracking tack coats has not been standardized, but several states use "NT" or "TT" in the name.
Proper Dilution of Emulsions
Many SS and CSS asphalt emulsions are diluted with additional water to be sprayed as a tack coat. PMAE and non-tacking emulsions are the only exceptions and are not diluted.
The most common dilution rate is 1 to 1. However, an emulsion is already a mixture of 40 percent water and 60 percent asphalt. The additional water helps provide for more uniform application, but eventually the water will leave the system and the remaining asphalt will need to do the job of binding the two layers together.
The remaining asphalt is called "residual asphalt." The residual asphalt is what needs to be kept in mind when calculating the tack coat application rate. The application rate may have to be increased to make sure the proper residual asphalt remains after curing.
| Emulsion Product | ASTM Standard | Minimum Residual Asphalt Binder in Emulsion % |
| SS-1 and SS-1h | D977 | 57% |
| CSS-1 and CSS-1h | D2397 | 57% |
| RS-1 | D977 | 55% |
| RS-2 | D977 | 63% |
| CRS-1 | D2397 | 60% |
| CRS-2 | D2397 | 65% |
NAPA's Emulsion Bond Coat Best Practices Checklist
- Clean the pavement
- Maintain emulsion at the proper temperature
- Determine residual asphalt content required
- Calculate the application rate
- Set spray-bar height for triple overlap of spray
- Ensure nozzles are the correct size
- Ensure all nozzles are the same size
- Set spray nozzles at the same angle
- Ensure all nozzles are clean and functioning properly
- Ensure the distributor is calibrated
- Ensure uniform application of the tack coat
- Prevent tracking and pickup of the emulsion
Other Best Practices References:
- Tack Coat Best Practices, NAPA QIP-128 (2013)
- Tack Coats: How and what to apply! Colorado Asphalt Pavement Association (CAPA)(2011)
- Tack Coat Guidelines, Caltrans (2009)
- Hot Mix Asphalt Paving, US Army Corp of Engineers (2000)
- FHWA Technical Bulletin on Tack Coat Best Practices (2016)
Common Combinations
 Let's Connect
Let's Connect
Get the latest in industry trends, research, success stories, and technical updates in a succinct e-newsletter.